فرآیند تولید لوله مانیسمان ، در فرآیند تولید لوله درزدار (برعکس لوله مانیسمان) از انواع روش های جوشکاری استفاده می شود. به همین دلیل این نوع از لوله ها در بخش های سرویس با فشار پایین و متوسط صنعت،
بیشتر کاربرد دارند. از لوله درزدار در صنایع پالایشگاهی و هیدروکربنی، انتقال نفت و گاز، اکتشاف، سیلندرهای هیدرولیک، بویلرها و صنایع خودروسازی که فشار بالا می باشد، کمتر استفاده می شود.
برای جبران کمبود کیفیت لوله های درزدار، در بخش های فشار بالای صنعت، لوله های بدون درز یا مانیسمان تولید می شوند. در ادامه با فرآیند تولید لوله مانیسمان آشنا می شویم. با ما همراه باشید.
لوله مانیسمان چیست؟
لوله مانیسمان نوعی از لوله های بدون درز می باشد که به دلیل نبود جوش در آنها کاربرد فراوانی در بخش هایی از صنعت که لوله درزدار نمی تواند پاسخگو باشد، دارد. لوله مانیسمان در انواع و سایزهای متفاوتی تولید می شود. البته دلیل اصلی تفاوت قیمت هر کدام، تفاوت در ضخامت و اندازه آنها می باشد. برای اطلاع از قیمت لوله مانیسمان کلیک نمایید.
فرآیند تولید لوله مانیسمان
صنعتگر آلمانی در سال های پایانی قرن 19، لوله بدون درز را با روش منحصر به فرد خود تولید کرد. این روش در کنار دیگر روش ها، زیرمجموعه ای از فرآیندهای تولید لوله بدون درز محسوب می شود.
در این روش تولید، با استفاده از دو غلتک نورد و یک ماندرل سوراخکاری، بیلت های استوانه ای به پوسته های توخالی استوانه ای تبدیل می شوند.
از گذشته تا امروز این روش سیر تکاملی خود را طی کرده و امروزه به روش های مختلفی تولید می شود که باعث اختلاف قیمت لوله مانیسمان در انواع مختلف شده است. لوله های بدون درز معمولا به سه روش ساخته می شوند که عبارتند از:
1- فرآیند تولید به روش سنبه کاری چرخشی
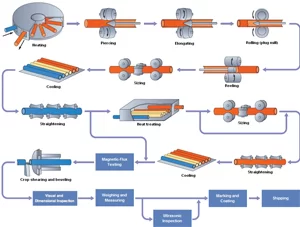
سنبه کاری چرخشی از رایج ترین روش ها برای تولید لوله مانیسمان می باشد. در این روش ابتدا شمش طبق سفارش مشتری در ابعاد گوناگون برش داده می شود.
پس از اینکه شمش ها درون کوره قوسی با سوخت گاز، به اندازه کافی حرارت دید، سطح مقطع آن توسط دستگاهی به نام الانگیتور گرد می گردد. سپس درون آن با استفاده از یک سنبه (ماندرل) خالی می شود.
تابگیری لوله به منظور یکدست کردن لوله انجام شده و سنبه داخل لوله از آن جدا می گردد. در مرحله بعد سر و ته لوله گرفته شده تا از حالت برنده به حالت گرد در آید.
پس از عملیات کشش که معمولا تا 24 متر انجام و سردکاری که معمولا توسط آب و با فرآیندی مخصوص صورت می گیرد، لوله به طول های مورد نظر برش داده می شود.
در نهایت تست هیدرواستاتیک روی نمونه ها انجام شده و در صورتی که قصد ارسال لوله به خارج کشور وجود داشته باشد، روی سطح لوله پوشش روغن ایجاد می کنند.
به این دلیل که از خوردگی آن جلوگیری شود. مرحله آخر بسته بندی و بارگیری لوله ها می باشد. در این روش معمولا محصول نهایی، ضخامت بالا و طول زیادی خواهد داشت.
به منظور کاهش ضخامت لوله های مانیسمان در حال تولید، از روش نورد کردن استفاده می شود که می تواند با استفاده از ماندرل داخلی و یا غلتک پیل گر در کنار ماندرل داخلی انجام شود.

فرآیند تولید به روش سنبه کاری چرخشی
2- فرآیند تولید با استفاده از روش ریخته گری گریز از مرکز
از روش ریخته گری گریز از مرکز، در صورتی که به لوله های بدون درز با طول کوتاه و ضخامت بالا نیاز باشد، استفاده می شود. همچنین در مواردی که به خواص گرادیانی در راستای شعاع لوله نیاز باشد، تنها از این روش می توان استفاده نمود.
در روش ریخته گری گریز از مرکز، یک قالب چرخنده که با سرعت بالایی در حال حرکت است، مورد استفاده قرار می گیرد. ابتدا فلز مذاب به داخل قالب دوار ریخته و با توجه به وارد شدن نیروی گریز از مرکز، مذاب به قسمت خارجی قالب متمایل و فرآیند انجماد از دیواره قالب شروع می شود.

فرآیند تولید با استفاده از روش ریخته گری گریز از مرکز
3- فرآیند تولید با استفاده از روش ریخته گری پاششی
ریخته گری پاششی کمتر متداول است. در این روش، مواد مذابی که قرار است بدنه لوله را تشکیل دهند در محفظه ای حاوی نیتروژن قرار می گیرند و با چرخش یک میله، روی آن پاشیده می شوند. قطر این میله، ضخامت داخلی لوله را تعیین می کند. با کنترل مقدار مواد مذاب پاششی می توان ضخامت دیواره لوله تولیدی را کنترل نمود.

فرآیند تولید با استفاده از روش ریخته گری پاششی
سخن پایانی
لوله مانیسمان با توجه به کاربرد حساسی که در صنایع تحت فشار دارد، از اهمیت ویژه ای برخوردار است. یکدست بودن و عدم وجود درز و خط جوش در لوله مانیسمان باعث افزایش استحکام و مقاومت به تغییرات دمایی، خوردگی و همچنین بیشتر بودن طول عمر مفید آن شده است.
روش های مختلف تولیدی با توجه به تجهیزات و انرژی که نیاز دارند، باعث اختلاف قیمت انواع لوله های مانیسمان می شوند. لازم است با توجه به کاربرد، میزان فشار، دما و شرایط کاری مورد نظر، درست ترین نوع، سایز و استاندارد برای لوله مانیسمان انتخاب شود.


